
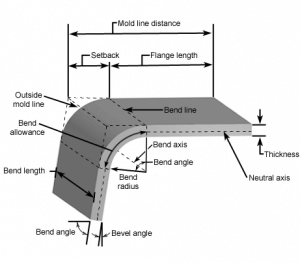
در صنعت ورقکاری جهت تغییر فرم قطعات از فرآیند خمکاری استفاده می شود . خم کردن عملی است که در آن قسمتی از مواد را با حفظ سطح مقطع شان تا حد امکان از مسیر اصلی خارج کرده و به مسیر دلخواه در می آورند.
قابلیت خمکاری :
قابلیت خمکاری ورق های فولادی متغیر بوده و به میزان کربن آنها بستگی دارد. با افزایش میزان کربن قابلیت خمکاری کاهش می یابد. ورق های فلزی که درصد کربن آنها ۱٫۲ است قابلیت خمکاری در حالت سرد را دارند و چنانچه درصد کربن از مقدار ذکر شده بیشتر شود خمکاری به روش گرم انجام می پذیرد. ورق های غیر آهنی معمولا به روش سرد خم می شوند ولی بعضی از آنها به دلیل نداشتن قابلیت انعطاف لازم بایستی ابتدا گرم و سپس خم شوند. ورق های روی و آلیاژهای آلومینیوم در حالت گرم بهتر خم می شوند.
برگشت فنری :
به دلیل خاصیت ارتجاعی در فلزات پس از خمکاری قطعات، مقداری برگشت اتفاق می افتد و زاویه ی خمش کمتر از زاویه ی خمکاری مورد نظر حاصل می شود. این خاصیت را برگشت فنری گویند که نه تنها درمورد ورق های فلزی بلکه در شمش ها ، میله ها و سیم ها با سطح مقطع های مختلف نیز پیش می آید.
انواع خمکاری
۱ ) خمکاری مسقیم ۲ ) خمکاری فلنج ۳ ) خمکاری منحنی شکل
انواع ماشین های خمکن
۱ ) خمکن های دستی ۲ ) خمکن ساده ستونی ۳ ) ماشین خمکن برقی ۴ ) پرس های خمکن مکانیکی و هیدرولیکی
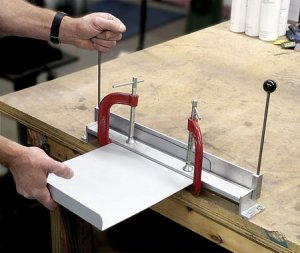
۱ : خمکن های دستی :
این دستگاه ها از ساختمان ساده ای تشکیل شده اند و برای ورق هایی با طول محدود و ضخامت های کم به کار گرفته می شوند.
۲ : ماشین های خمکن ساده ستونی :
این ماشین ها در دو نوع با فک بالای ساده و یا با فک بالای لقمه ای بوده و از نظر ابعاد نیز در طول های مختلف به بازار عرضه می گردند. در این ماشین ها ورق فلزی مورد خمکاری بین دو فک بالا و پایین قرار گرفته و فک بالا که متحرک می باشد توسط دسته ای که به این منظور در نظر گرفته شده به پایین هدایت می شود و ورق را به بستر فک پایین محکم می فشارد. صفحه ی گردان که در قسمت جلوی ماشین قرار دارد به وسیله ی دو محور از دو طرف در یاتاقان قرار گرفته و در درون دو کشویی که به طور عمودی حرکت می کنند جاسازی شده است . صفحه ی گردان که وظیفه ی خمکاری را برعهده دارد به دو وزنه مجهز می باشد. نقش این وزنه ها افزایش نیروی خمکاری می باشد. تیغه ی پایینی که روی این صفحه قرار دارد می تواند برای ضخامت های مختلف قابل تنظیم باشد. با چرخاندن فلکه صفحه گردان این صفحه به سمت پایین حرکت کرده و خمکن برای ضخامت جدید تنظیم می گردد و با استفاده از دسته صفحه گردان عمل خمکاری انجام می شود. زاویه ی حرکت صفحه ی گردان قابل تنظیم بوده و می توان آن را برای ضخامت های مختلف تنظیم کرد. با این خمکن ها ورق های فولادی کم کربن را تا ضخامت ۳ میلی متر ، ورق های آلومینیومی را تا ضخامت ۶ میلی متر و ورق های برنجی و مسی را تا ضخامت ۵ میلی متر می توان خمکاری نمود.

۳) خمکن های برقی :
اجزای اصلی ماشین های خمکن برقی عبارت اند از :
- موتور الکتریکی وجعبه دنده معکوس کننده ی دور
- فک بالای دستگاه و متعلقات آن که حرکت خود را از الکتروموتور می گیرند
- صفحه ی گردان و متعلقات آن که حرکت خود را از الکتروموتور می گیرند
- تجهیزات تبدیل و انتقال نیرو
خمکن های برقی معمولا در طول ۱ تا ۶ متر بوده و به وسیله ی آنها می توان ورق های فولادی را تا ضخامت ۶ میلی متر خمکاری نمود.

۴) ماشین های پرس خمکن :
این ماشین ها به کمک انواع قالب ها که به آنها سمبه و ماتریس گویند کار می کنند .از آنها جهت صاف کردن ، ایجاد فرو رفتگی ، برجستگی و خمکاری ورق های فلزی در زوایای مختلف استفاده می شود. این ماشین های خمکن در ابعاد مختلف ساخته و به کار گرفته می شوند ، طول میز آنها معمولا ۲ تا ۶ متر برای اندازه های معمولی و در مدل های بزرگتر تا ۱۲ متر نیز می باشد. قالب های این ماشین های خمکن نیز متناسب با مشخصات و طول دستگاه ساخته می شود. پرس های خمکن به گونه ای طراحی شده اند که که فشار را بر روی یک سطح باریک و طویل با حداقل میزان انحراف وارد می سازند. همین ویژگی باعث شده تا شکل ظاهری این پرس برک ها شبیه به یکدیگر ولی قدرت و ظرفیت آنها متغیر باشد. قسمت های مختلف این پرس ها شامل : بدنه ، بستر ، ضربه زن ، سیستم متحرکه ، قالب های سمبه و ماترس می باشد.

بدنه: بدنه ی این پرس های خم را با اتصالات جوشکاری و از ورق های فولادی سخت می سازند.
بستر پرس: محلی را که ماتریس روی پرس قرار می گیرد بسترپرس گویند.بستر پرس را معمولا محکم می سازند تا از انحراف و خم شدن آن در اثر فشار جلوگیری شود.
ضربه زن : انتقال نیروی محرکه به قالب توسط ضربه زن به منظور خمکاری انجام می شود. ضربه زن و بستر پرس در شرایط بدون بار باید به طور موازی با یکدیگر قرار بگیرند.
قالب های سمبه و ماتریس :این قالب ها را از فولادهای ابزار می سازند.
نیروی محرکه : منظور از نیروی محرکه در پرس های خم مکانیزمی است که برای حرکت ضربه زن استفاده می شود. پرس های خم براساس نیروی محرک به دو نوع مکانیکی و هیدرولیکی تقسیم می شوند.
کورس پرس خمکن : مسیر حرکت ضربه زن از بالاترین نقطه تا پایین ترین وضعیت خود را کورس پرس میگویند. در تمام پرس های خمکن طول کورس قابل تنظیم می باشد. کورس پرس را معمولا بر حسب بلندی ماتریس، ضخامت قطعه ی کار مورد خمکاری و نوع خم تنظیم می کنند.
#برش_لیزر
#برش_لیزری
#خدمات_برش_لیزر
#خدمات_برش_لیزر_فلزات
#دیبالیزر
#خدمات_برش_لیزری
#لیزری
4 دیدگاه. ارسال دیدگاه جدید